Mechanical stirred fermenter requirements, principles and structure, a clear statement.
Mechanical stirring fermenter is the more utilized and widely used aeration fermentation equipment, which is the most commonly used type in fermentation plants. It is also called standard or universal fermenter.
Mechanical mixing is the current form of mixing and mass transfer that can be easily achieved. It utilizes the action of mechanical stirrer to make the air and fermentation broth fully mixed and dissolved in the fermentation broth to ensure the oxygen needed for the growth and reproduction of microorganisms.
Basic requirements for fermenters
①The fermenter should have a suitable height to diameter ratio. General height and diameter ratio of (1.7 ~ 4):1, the larger the ratio of height and diameter, the better the effect of dissolved oxygen, the higher the utilization rate of oxygen. It should be noted that the larger the height to diameter ratio, the higher the tank, the impact on construction costs.
② Fermenter should have appropriate design pressure. At present, most of the fermenter design pressure is 0.3MPa, the working pressure is 0.15MPa or less.
③ Stirrer and internal structure is favorable for oxygen dissolution. Fermenter stirring paddle is generally a combination of multiple stirring paddles to achieve the best effect of oxygen dissolution, fermenter internal baffles, vertical columns and other structures, so that the medium in the stirring of the formation of turbulence, increase the mixing effect.
④ The fermenter should have good sealing. The fermenter has high requirements for sealing (especially stirring seal), each interface and mechanical seal should meet the sealing requirements to minimize leakage and reduce the probability of bacterial infection during cultivation.
⑤ The interior of the fermenter is designed to avoid sterilization and stirring dead ends. The main focus is to be simple and stable to prevent the bolts inside the tank from loosening.
⑥The fermenter should be easy to operate and clean. The inner surface should be mirror polished to reduce the adherence of culture medium, and the interface should be fastened with clamps to facilitate operation, cleaning and maintenance.
(7) The fermenter should have enough heat exchange area. Fermenter in the design, to calculate the heat transfer area, there are enough heat transfer surface can ensure rapid warming, cooling, to ensure that sterilization to minimize the destruction of the nutrients of the medium as well as the accuracy of the temperature control of fermentation.
Working Principle of Fermenter
Mechanical stirring fermenter mainly uses the stirring and crushing effect of mechanical stirring paddles and the dispersing effect of air distributor to make the sterile air passed in dispersed into small bubbles, mixed with the fermentation liquid, and to promote the dissolution of oxygen in the fermentation liquid, so as to ensure that the microorganisms grow and the production of products required by the oxygen.
The 2 basic indicators of the excellence of a fermenter are the level of thedissolved oxygen coefficient (KLa) and the amount of power consumed to transfer 1kg of oxygen.
The fermenter maintains a certain pH of the fermentation broth by adding acid and alkali;
The fermentation broth is maintained at a certain temperature by passing cooling water, hot water, steam, etc. through jackets, coils, serpentine columns, and so on;
Strict aseptic conditions are maintained during microbial fermentation by sterilizing the tank, filtering with a decontamination filter, maintaining a tight seal, and maintaining positive pressure inside the tank.
Ensure that the fermentation is in the best condition by controlling parameters such as aeration, dissolved oxygen, stirring speed, tank pressure, pH, temperature, replenishment, bacterial density, and exhaust gas detection.
fabric
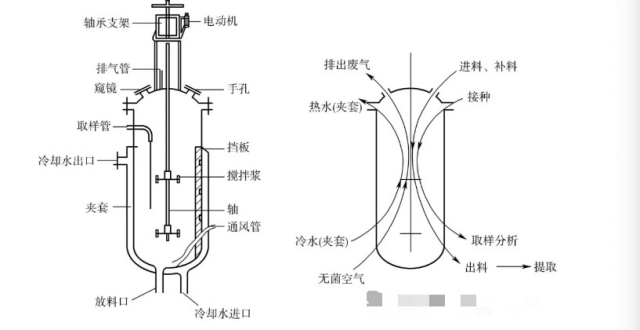
The main structure of the fermenter includes: tank, agitator, baffle, air distribution device, mechanical seal, heat exchanger, sensor interface, accessory structure, etc., as shown in the figure.
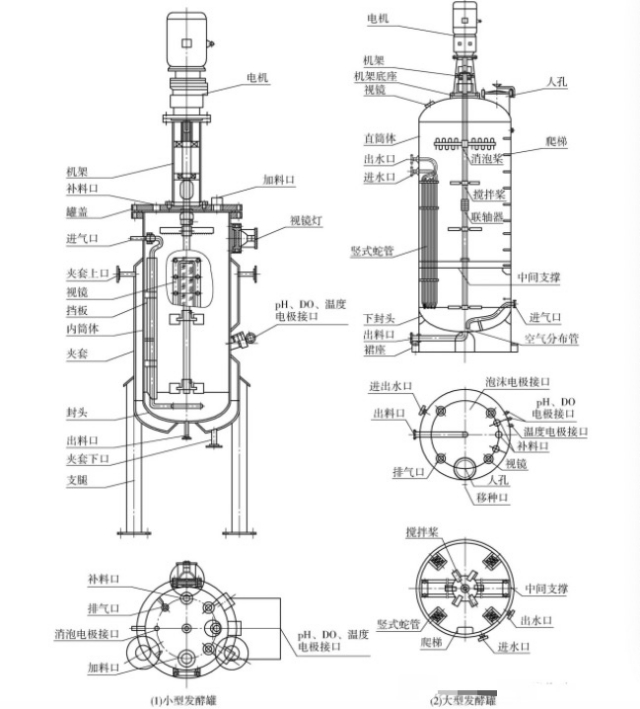
(1) Tank
The fermenter consists of a cylindrical straight cylinder connected with oval or butterfly-shaped upper and lower heads.
Nominal volume (lower head and cylinder volume) 1m3 and below fermenter upper head and straight cylinder are connected by flange, with hand holes for filling, cleaning, etc. If you want to overhaul the inside of the fermenter, you need to open the upper head;
Nominal volume of 1m3 or more fermenter upper head and tank directly welded, with a manhole, can be refilling, cleaning, access to the tank maintenance.
Interfaces on the top of the tank: manholes, refill ports, exhaust ports, pressure gauge ports, inoculation ports, etc.
In the tank body interface: air inlet, seed transfer port, sampling port, discharge port, various sensor interfaces, circulating water inlet and outlet, and
Commonly used mechanical ventilation stirred fermenter structure and main dimensions have been standardized, according to the fermenter size and use can be divided into a variety of. Mainly divided into three levels, laboratory scale, pilot scale, production scale.
Laboratory scale is available in 1, 3, 5, 10, 20, 30L fermenters;
Pilot scale fermenters are available in 50, 100, 200, 300, 500L and 1, 2, 3m3;
Production scale of 5, 10, 20, 50, 100, 200m3 fermenter. (General division, not absolute.)
We can make fermenter volume selection as needed.
The geometry of a general-purpose mechanically stirred and vented fermenter is shown below.
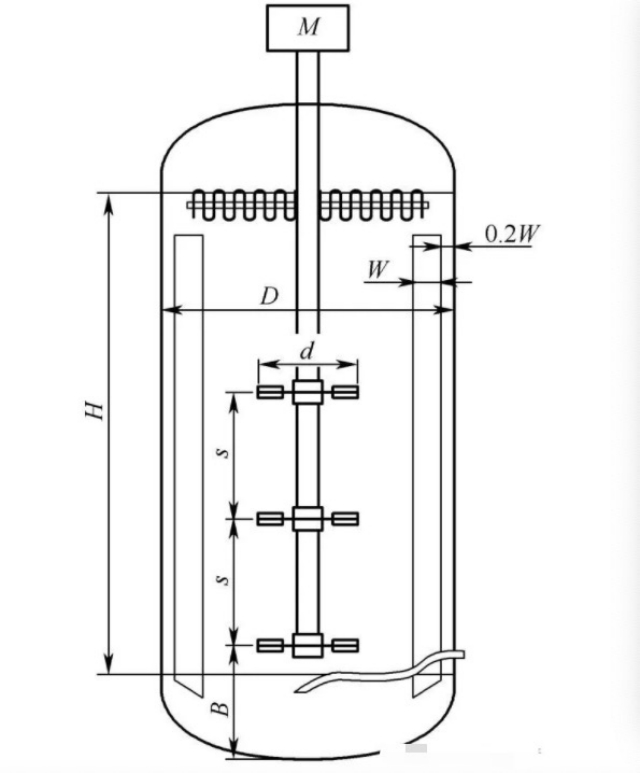
In the figure H–height of straight cylinder of fermenter, m;
D–diameter of fermenter, m;
d–diameter of stirrer, m;
W–the – baffle width, m;
B – lower agitator distance from the bottom of the tank, m;
s – agitator spacing, m.
Commonly used geometric ratios for mechanically stirred vented fermenters:
H/D=1.7~3.5;
d/D=1/3~1/2;
W/D=1/12~1/8;
= 1~2(2, 3 below indicate the number of baffles in the agitator)
Describe fermenter sizes in terms of full volume and nominal volume.
The full volume is the sum of the volume of the straight cylinder and the volume of the upper and lower heads of the fermenter;
Nominal volume (V0) is the sum of the volume of the straight cylinder (Va) and the volume of the lower head (Vb). Nowadays, the size of the fermenter is generally said to be the full volume.
Charging coefficient is the ratio of the fermenter liquid volume to the full volume, and the general fermenter charging coefficient is 70% to 80%.
During the fermenter incubation process, if more foam is generated, the loading factor can be appropriately reduced;
For fermenters with less foam and less aeration during incubation, the loading factor can be increased appropriately.
(2) Stirrers
The main function of the mechanical stirrer is to mix the materials, break up the air bubbles, and strengthen the heat and mass transfer.
The mechanical agitator keeps the solid material in the fermentation broth in suspension, thus maintaining the gas-liquid-solid three-phase mixed mass transfer;
Make the incoming air dispersed into small bubbles and mixed with the fermentation broth, increase the gas-liquid contact interface, improve the mass transfer rate between gas and liquid, and strengthen the dissolved oxygen;
By stirring, the temperature of each part of the fermenter is made uniform and the transfer of heat is intensified.
There are axial, radial and tangential flows when the mixer impeller stirs.
Axial flow is the direction of fluid flow parallel to the mixing axis, the fluid is driven by the paddles, so that the fluid flows downward, meet the bottom of the container and then turned up, forming an up and down circulation flow, the liquid circulation flow rate is large, as shown in Figure (1).
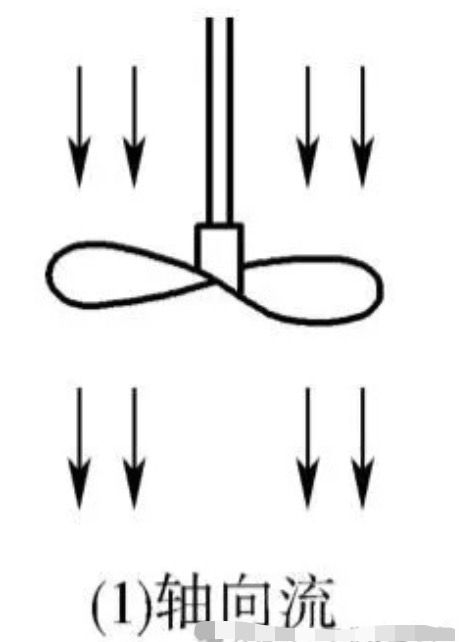
Axial flow makes the overall flow of liquid formed in the fermenter for axial macro-circulation, which is favorable for macro-mixing, but the degree of turbulence is not high. The main paddle forms are paddle type and rotary paddle mixing paddle.
Radial flow is the direction of fluid flow perpendicular to the stirring axis, along the radius of the fermenter in the direction of the stirrer and the inner wall between the flow, touching the container wall into two streams of fluid were upward, downward flow, and then back to the end of the blade, not through the blade, the formation of the upper and lower two circulation flow, as shown in Figure (2).
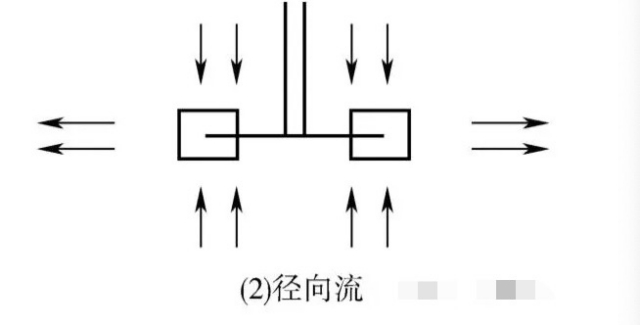
Radial flow makes the overall flow of liquid in the fermenter more complex, the liquid shear effect is large, which is conducive to the crushing of bubbles, but it is easy to cause damage to microbial cells. The main paddle form has turbine type stirring paddle.
Tangential flow refers to the container without baffle, the fluid around the axis to do rotary motion, the fluid in the centrifugal force surging to the wall of the vessel, the center part of the liquid level drops, forming a large vortex, as shown in the figure below.
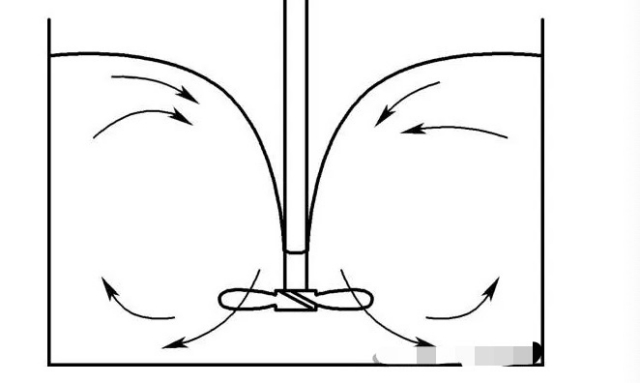
Mechanical mixing tangential flow
In severe cases, the stirrer may not be fully submerged in the fermentation broth, resulting in a significant reduction in stirring power.
At present, the most used fermenter is the turbine stirring paddle, as shown in the figure below, which is divided into flat blade turbine stirring paddle, curved blade turbine stirring paddle, arrow blade turbine stirring paddle and so on. Stirring paddle blade is generally 6 pieces.

Turbine mixing paddles
(3) Baffles
The role of the baffle is to change the direction of the fluid, change the tangential flow to axial flow, so that turbulence is generated during mixing, preventing the generation of vortex, increasing the amount of dissolved oxygen, improving the effect of mass and heat transfer, and improving the mixing efficiency.
The upper portion of the baffle is to be above the liquid level and the lower portion extends to the bottom of the tank, flush with the head.
The baffle width is typically (0.1 to 0.12) D. (D is the fermenter diameter)
Installation of 4 to 6 pieces of baffle, can meet the full baffle conditions, the so-called “full baffle conditions” refers to the fermenter and then add the baffle and other accessories can play the role of the baffle, the stirring power remains unchanged, the basic disappearance of the vortex.
There are several features of the baffle installation:
There is a gap between the baffle and the tank wall, which can effectively prevent the dead space between the tank wall and the baffle for cleaning and sterilization;
The baffle is removable for easy access;
The baffle is machined to bend in the direction of liquid flow at the outermost part, which can effectively increase the strength of the baffle and reduce the friction of the liquid on the outside of the baffle;
In fermenters of 10m3 and above, columns can replace baffles.
(4) Mechanical seals
In the mechanical stirring fermenter, in addition to magnetic stirring does not need to stir the shaft out of the fermenter, the rest are required to stir the shaft out of the fermenter, and then driven by the motor to rotate, in the stirring shaft out of the tank parts, it is necessary to have a mechanical seal to prevent leakage.
Mechanical seals can be divided into stuffing box type mechanical seals and end face mechanical seals, end face mechanical seals according to the number of sealing end face can be divided into single end face mechanical seals and double end face mechanical seals.
Packing box type mechanical seal consists of packing box body, packing bottom bushing, packing gland and compression bolt and other parts, as shown in Figure 7-6.
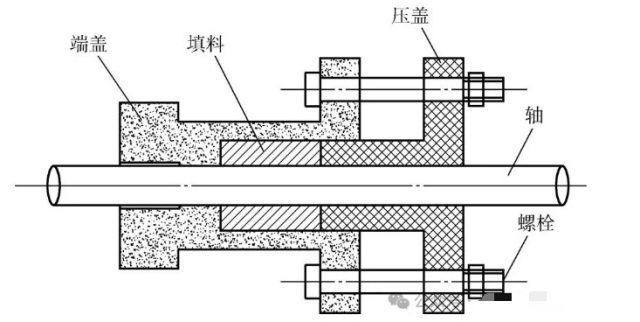
Stuffing box type mechanical seal
Stuffing box type is to add packing in the packing cavity, after pressing through the gland and compression bolt, so that the packing and the shaft are in close contact with each other to achieve the purpose of sealing.
The advantages of stuffing box type mechanical seal are cheap, simple structure, easy maintenance, low requirements for shaft machining accuracy, low wear on the shaft.
The disadvantage is that there are many dead corners, it is difficult to completely sterilize; short service life, large leakage, poor sealing effect, easy to infect bacteria, frequent maintenance, in the fermenter has been rarely used.
Depending on the temperature and pressure range of the fermenter, the most used mechanical seal is the single end face mechanical seal, as shown in the figure.
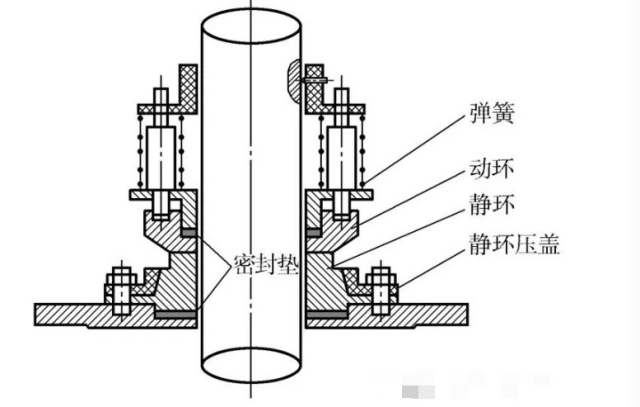
Commonly used single face mechanical seal structure
The end faces of single-end mechanical seals are made of two materials of different hardness and softness, namely, the dynamic ring and the static ring.
The static ring is fixed on the fermenter, not rotating end face, through the gasket and the fermenter mechanical seal base close fit, to ensure that the static ring and the fermenter contact parts without leakage.
The movable ring is set on the shaft, and there is a sealing gasket inside to closely fit with the shaft, which can prevent the leakage between the movable ring and the shaft. The spring on the upper part of the dynamic ring presses the dynamic ring towards the static ring, so that the smooth end surface of the dynamic ring and the static ring are in close contact with each other to achieve the purpose of sealing.
Single-end mechanical seals need to be well protected before and after installation to ensure that the contact surface is smooth. When installing, try to avoid tilting the dynamic ring and static ring.
Small mechanical seals are generally installed in the tank, this type of mechanical seals as far as possible to choose a simple structure, less dead space; slightly larger mechanical seals are installed outside the fermenter, easy to fix and adjust, maintenance.
(5) Air distribution unit
The main function of the air distribution device is to blow in sterile air, so that the sterile air passed into the fermenter is dispersed into small bubbles in order to dissolve more fully in the fermentation liquid, which is conducive to the growth of the bacteria.
Common forms of air distribution units are the single tube and annular tube types, as shown in the figure.
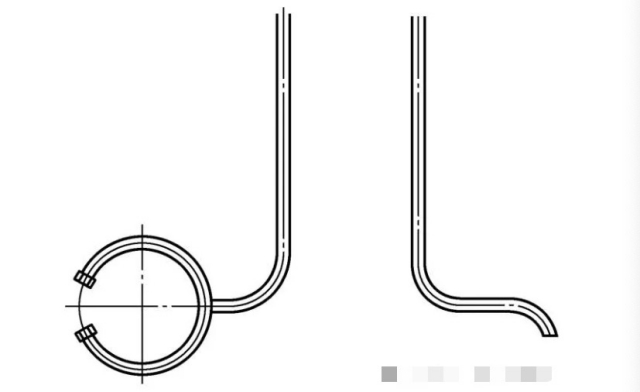
Annular and Single Tube Air Distributors
The single tube air pipe extends to the bottom of the mixing paddle, the opening is downward, which can ensure that no material is accumulated in the pipe and there is no dead space, at the same time, the air is blown downward, which can blow the material at the bottom of the tank upward, and the bubbles are further broken up by the mixing paddle, which can play a better effect of dissolved oxygen. The distance between the bottom of the air outlet and the bottom of the tank varies slightly according to the size of the tank.
Annulus type is in the air tube tail welding a ring tube, the ring tube is generally closed round or not closed round, the bottom and side of the ring tube to open some small holes, the sum of the cross-sectional area of all the small holes is approximately equal to the cross-sectional area of the air intake pipe.
Ring tube distributors are generally used in smaller volume fermenters. Smaller volume fermenters are limited by the volume, the height is small, the air in the fermentation liquid residence time is shorter, so through the air ring distributor will be turned into smaller air bubbles, which is conducive to improving the dissolved oxygen. The single-tube type is used in larger fermenters.
(6) Heat exchanger
Fermenters need to be sterilized and temperature controlled, so they need heat exchangers. The main heat exchangers used in fermenters are jackets, coils, vertical serpentine tubes and vertical column tubes.
Volume in 5m3 and below fermenter generally use jacket, 5m3 or more available coils, vertical snake tube or vertical column tube, etc..
The height of the upper part of the jacket above the level of the fermentation liquid is sufficient and no calculation is required. The jacket has inlet and outlet. Cooling water or hot water enters from the lower part of the jacket and discharges from the higher part when temperature control is in progress, as shown in Figure 7-9;
Schematic diagram of jacket heat exchanger and heat exchanger
Steam enters from the high side of the jacket during sterilization preheating and condensate is discharged from the low side of the jacket.
Jacket advantages: simple structure, easy to make; no cooling device in the tank, can effectively reduce the dead space, easy to clean and sterilize the tank.
The disadvantage is that the cooling water flow rate is low, the heat transfer is not uniform, and the heat transfer efficiency is relatively low during fermentation.
Coil is a spiral-shaped stainless steel piping system with inlets and outlets inside the fermenter with high heat transfer efficiency. Figure (1) below.
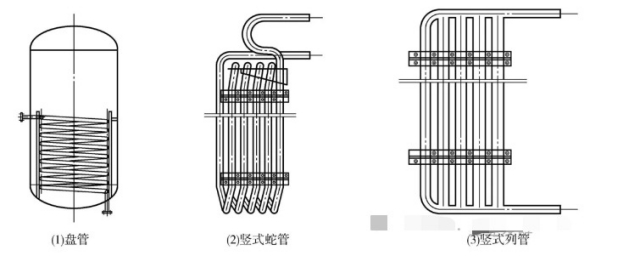
Tube heat exchanger
As shown in Figure (2), each group of vertical serpentine fermenter consists of a number of vertical stainless steel tubes, stainless steel tubes up and down through the 180 ° elbow welded in series, and ultimately become a set of vertical serpentine in and out.
Generally four, six or eight groups, the specific number and pipe diameter according to the tank size and heat transfer requirements.
Vertical serpentine tube than the jacket has a high heat transfer efficiency, large heat transfer area, heat transfer medium without short-circuit problems. And snake tube pressure resistance, you can use relatively high pressure heat transfer medium, improve heat transfer efficiency.
The vertical snake tube also acts as a baffle, eliminating the need for a baffle in the fermenter.
However, the snake tube welding manufacturing is relatively complex, more welds, weld leakage probability is relatively large, there are leakage repair difficulties.
As shown in Figure (3), each group of vertical columns in the fermenter consists of a number of vertical stainless steel tubes, stainless steel tubes are welded in parallel with each other through an inlet pipe and a drain pipe, and ultimately become a group of vertical columns in and out.
The exact quantity and pipe diameter are determined according to the tank size and heat transfer requirements.
Vertical column tube processing is simple, heat transfer medium has short circuit problem, heat transfer efficiency is lower than vertical snake tube. Vertical serpentine tube can also play the role of the baffle, in the fermenter without the need to install the baffle.
(7) Defoaming device
As the fermentation liquid has protein and other substances that are easy to foam, under the action of aeration and stirring in the fermentation process, more foam can be generated, too much foam will be discharged from the exhaust port of the fermenter, resulting in running liquid, but also increase the probability of bacterial contamination in the fermentation process.
Fermenter defoaming device is a physical elimination of foam generated during the fermentation process device, the main defoaming device is defoaming paddle. (Because of the limited role of the paddle, many fermenters have been canceled.)
Antifoam paddles are used to physically break up air bubbles and are mainly available in serpentine, serrated and raked tooth shapes as shown in the figure.
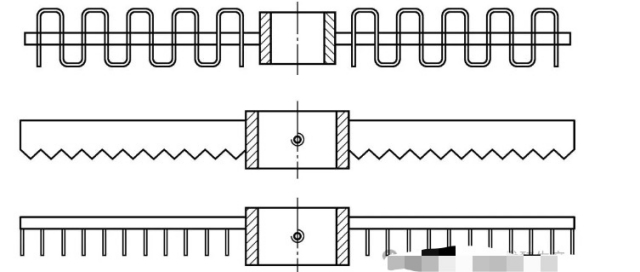
Commonly used antifoaming paddles
The defoaming paddle is installed on the upper part of the mixing shaft and rotates with the mixing shaft. When the foam reaches the position of the defoaming paddle, the defoaming paddle can break up the foam.
Summarize
With the development of biotechnology and the growing demand for industrial fermentation, the design and application of mechanically stirred fermenters are constantly being optimized and innovated.
Currently, the metabolic efficiency of microorganisms and the yield of products can be significantly improved by precisely controlling key parameters in the fermentation process, such as pH, temperature, dissolved oxygen, and stirring speed. The control of these parameters is also more stable and accurate with the development of online inspection equipment.
The structure of the fermenter will be customized according to the characteristics of the fermenting bacteria, combined with the principle and structure of the fermenter in this article, in order to meet the needs of our different fermentation conditions.
In addition, the automation and intelligent control system of the fermenter provides the possibility to realize more accurate process control, parameter control by the central control system, only need to set the required air volume, temperature, pH, replenishment speed, etc. by the system automatically control and adjust, these technologies further promote the modernization and high efficiency of the fermentation process.