Recently learnt that a unit of a fermentation project, the construction of a good 3, 4 years, can not open up, probably because the fermentation amplification, the level did not meet the expectations, but the most critical is that the downstream purification process amplification, serious problems, resulting in the inability to meet the standards and production. Thus, the Party A, the institution, the design unit of the three parties to pass the buck to each other, delayed to find a solution to the problem. Today is dedicated to the fermentation process amplification, a casual chat.
Over the years, due to the advancement of gene editing technology and synthetic biotechnology, a lot of products have been released, but also a lot of product levels are rising, which of course, thanks to the unremitting efforts of the various R & D organisations, but also due to the domestic small pilot test of the level of equipment to improve. Domestic small-scale bioreactor production level, there are a lot of good, the Yangtze River Delta there are a number of such companies, not only the appearance, including the details of the internal components are even impeccable, and even some companies have done 3-A and ASME BPE certification standards. Nevertheless, for large-scale industrialised biofermentation systems, KNIK BIO thinks that our equipment level is far from being able to meet the needs of the rapid advancement of process technology, and there is still a big gap between us and foreign countries.
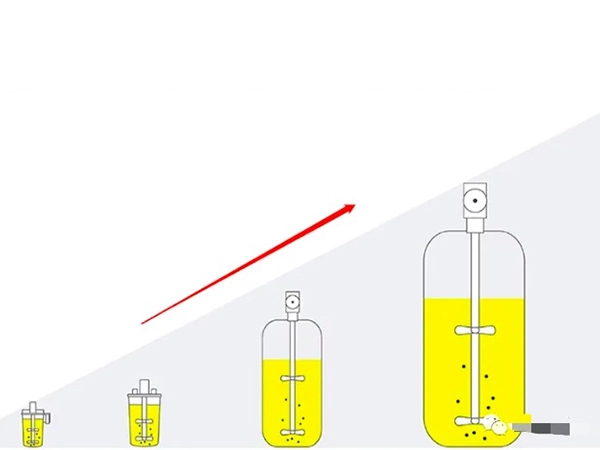
Regarding the amplification of the fermentation process, many books have introduced a variety of amplification methods, including the amplification of equal proportions, empirical amplification and other guidelines, but these amplification methods, just some of the theory of the calculation, there is no specific down to earth, but also did not say that some of the differences, which resulted in some enterprises, in the process of following the gourd to draw a dipper, the emergence of a more fatal error. Below, the old Shamans from the following points, but also a brick to attract jade. The following picture is a foreign company’s small cans, do a little and large cans of comparison benchmarks.

I. Fermenter shape
1. Height to diameter ratio
The height to diameter ratio of the fermenter has always been one of the controversial territories in the academic field. Adhere to the long and tall type, can come up with more effective use of air data to endorse, more can take the gas lift fermenter as an example; adhere to the short and fat type, can also come up with a combination of air compressor and stirring power consumption and other economic data. May be due to the form of tall and long has always been so, it may be short and fat form of explanation is not so straightforward, resulting in tall and long has been the mainstream. The old shammy here to quote foreign professors, may be helpful to you: ‘continuous stirring fermenter has always been the most efficient form of fermenter’. Since this is the case, if we carefully compare the simulation of the operating data, for the selection of the appropriate height to diameter ratio, is not more appropriate.
2. Upper and lower heads
From the appearance, the most obvious difference between the industrial fermenter and the small pilot tank is that the upper cover plate has become a head. The most direct reason for the change of structure is of course the consideration of manufacturing cost, but in response to the change of structure, it actually improves the requirement of construction and operation. The tank is big, the head is not cover plate flat, edge construction is not good to deal with; before the cleaning, sterilisation and transfer of seeds and other operations have changed fundamentally, there are a lot of small test or sloppy form, it is possible that you have to transfer from the original manual mode to automatic mode. Many parties and design units have not been well transferred from this point of view, resulting in a number of design forms, or the original copy and paste from.
Of course, simply from the appearance, probably these changes in things, but you have to pay attention to see, there are similar changes in the way of exhaust, the bottom of the tank to put the material changes, these must be from the previous more crude way, transfer to industrialised can be operated to the extent of insufficient consideration, hide dirt, space pollution, many problems come.
II. Fermenter internals

The diagram above shows the tanks in three different forms of demand, below we will probably run through the differences between these and the small pilot scale, so that when scaling up the industrial fermenter, special attention is paid to.
1. heat exchanger tube
Small-scale bioreactors many use about 7 ℃ cold water to cool the fermenter, but industrial production must consider the cost of the needs of the over-reliance on cold water, will result in higher production costs. However, if the use of cooling water tower cooling water, and many times encountered heat transfer area is not enough, manufacturing difficulties in rows, cleaning and sterilisation of hidden problems. At this point, it is necessary to consider comprehensively, select the appropriate heat transfer type. With the synthetic biotechnology push, more and more fermentation projects will face heat transfer bottlenecks and pitfalls, this time, it is more important to pay attention.
2. Air distributor
Small fermenter air distributor, the most typical is the following picture of this small ring tube, there are open holes, there are also direct single tube. However, in large industrial production, these are no longer adapted to industrial needs. Small tanks can be used with large speeds and atmospheric volumes to achieve the microbial dissolved oxygen requirements, but not industrially, where the sterilisable and costly requirements of long term operation must be carefully considered.

Nowadays, various types of air distributors appear on the market, if you just consider certain things singularly, maybe it has certain advantages in some places, but if you just take it for granted that a single tube is easier to sterilise, and that cartridge-type distribution of air bubbles is more likely to conduct oxygen to the fermentation liquid, then what will be brought about is not going to be the best result.

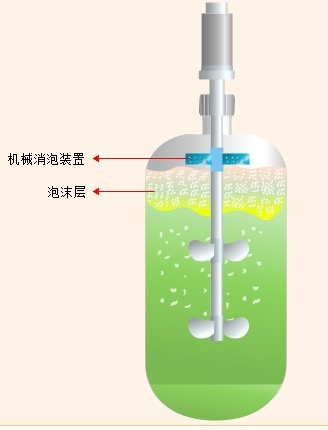
3. Mechanical defoamer
Small fermenter mechanical defoamer paddle, more often than not, is a chicken ribs. When the large industrial fermentation tank manufacturing, the choice of this type of defoamer paddle, the feeling is a setup. Add too much defoamer, affecting the level of fermentation production, too complex mechanical defoamer, may affect the effect of sterilisation and use.
4. Fleeing liquid trap
Small fermenter exhaust, many are directly discharged, after all, the amount is small. However, large industrial fermentation device, this practice is not work. Some companies from the point of view of coping with environmental protection, also like small tanks, add a set of absorption devices on the finish, and then add a set of gas-liquid separator, finish the job. In fact, such a practice is very unscientific, one is inefficient gas-liquid separator and can not solve the problem of foam entrainment and water vapour entrainment under the state of liquid escape, which will cause an increase in the amount of fermentation make-up water, increase energy consumption; Secondly, there is no complete capture of the liquid escape will give the fermentation plant plant plant phage and other pollution hazards, is very dangerous. The old shammy in a previous article, there is also a special mention of the escape liquid trap, interested in, check by yourself, will not repeat.

Of course, between small bioreactors and large fermenters, there are many different places, for example, small tanks with a lot of water rinsing, or manual disassembly and washing, regardless of the cost of steam air elimination, through the manual implementation of a variety of seed transfer and discharge, etc., these are and large-scale industrial fermentation production there are very different, if the design of the small test ideas followed to the industrial design and manufacturing, there will be a major error, and even the beginning of the The project will not be able to go into production, as mentioned in the opening paragraph.
