Since the advent of plastics, they have played an important role in all areas of life. With economic development, the global demand for plastic products continues to rise, and the requirements for the type and quality of plastic products are getting higher and higher. Data show that as of 2020, the world’s plastic production has reached 8 billion tons, and continues to grow by hundreds of millions of tons every year.
Although it brings convenience to life, traditional petroleum-based plastics also bring environmental pollution and human health problems such as “white pollution” and “microplastics”. Therefore, it is urgent to find alternatives to petroleum-based plastics, focusing on bio-based plastics. Research and development is a hot field at the moment.
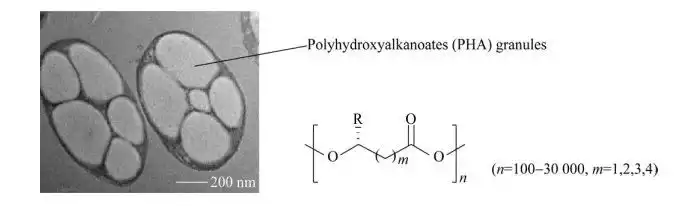
Polyhydroxyalkanoate (PHA) has similar physical and chemical properties to petroleum-based plastic products and can be completely degraded by microorganisms under natural conditions. It has many advantages such as good biorenewability, degradability and biocompatibility. It can be widely used in many fields such as industry, agriculture, construction, and biomedicine. It is a highly potential substitute for petroleum-based plastics.
At this stage, the industry has carried out a lot of research on the microbial synthesis pathway, production and large-scale mass production of PHA. At present, the annual PHA production capacity of some companies has reached tens of thousands of tons. According to data from the European Bioplastics Association (EUBP), global PHA production capacity is expected to reach 1 million tons in 2028.
NGIB based on extremophile fermentation simplifies PHA production process
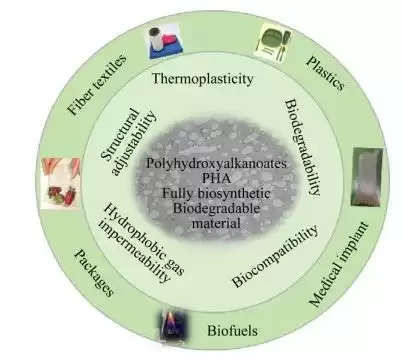
Polyhydroxyalkanoate (PHA) is a degradable polymer biopolyester synthesized by microorganisms through fermentation of various carbon sources. The unique molecular structure of PHA gives it excellent processing and mechanical properties. It can be made into films, fibers, injection molded parts and other forms, and is widely used in packaging, medical, agriculture, fiber and textile and other fields.
As a biodegradable material, PHA can be completely decomposed by microorganisms in the natural environment and will not cause pollution to the environment. It has a greater advantage in terms of carbon neutrality index. Compared with other common bio-based plastics, butylene adipate and butylene terephthalate copolymer (PBAT) is 30%, and polylactic acid (PLA) is 30%. 70%, while PHA can reach 100%; in terms of degradation performance, the degradation of PHA is less dependent on the environment. It does not require composting and the degradation cycle is controllable. It can be achieved in various natural environments such as soil, fresh water or sea water. 100% degradable.
In addition, PHA has good biocompatibility and can be used in medical fields, such as surgical sutures, tissue engineering, implant materials, drug sustained release, etc., and PHA is non-toxic and safe and harmless to the human body. Taking PHB as an example, it can be degraded into 3HB, a blood component, in the human body without causing rejection. In 2007, absorbable sutures made of P4HB were approved by the FDA and became the first commercialized PHA medical product.
PHA actually belongs to a class of polymer polyesters. Currently, more than 150 kinds of hydroxyl fatty acid monomers have been found to make up PHA. The type of monomer, carbon chain length and side chain groups determine the structure and performance of PHA.
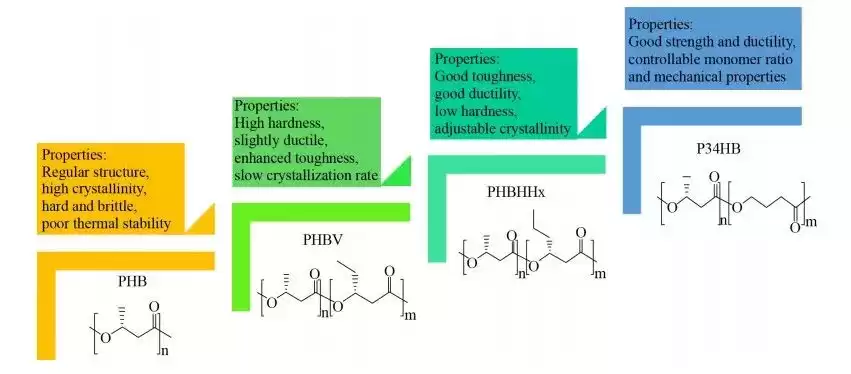
According to different monomer structures, PHA can be divided into many types, common ones such as poly3-hydroxyalkanoate (PHA), poly3-hydroxybutyrate (PHB), poly3-hydroxyvalerate (PHV) and copolymer of poly-3-hydroxybutyrate and 3-hydroxyvalerate (PHBV), etc. Among them, PHB is the earliest discovered, most studied, simplest structure and the most common member of the PHA family. It has good antioxidant properties, waterproof properties and high hardness. It is mainly developed as packaging materials and belongs to the first generation. Commercial PHA materials.
In order to optimize material properties, the industry subsequently developed PHBV, a copolymer of PHB and PHV. Compared with PHB, its thermal processing performance, toughness and ductility have been greatly improved, and it belongs to the second generation of PHA materials; today, the industry The third generation (poly3-hydroxybutyrate-co-3-hydroxyhexanoate, PHBHHx) and the fourth generation (poly3-hydroxybutyrate-co-4-hydroxybutyrate, P34HB) PHA material achieves more improvements in performance.
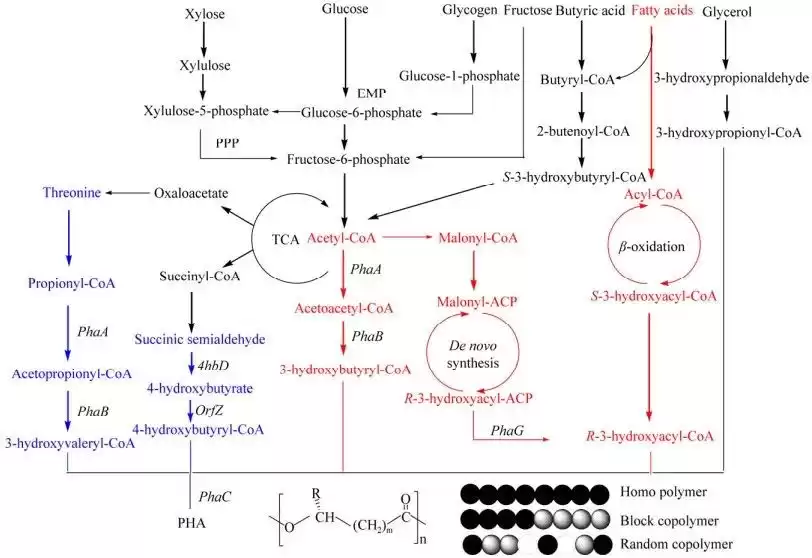
The synthesis of PHA is mainly through the metabolic process of microorganisms. The source of substrate raw materials is relatively wide, which can be glucose, fatty acids, glycerol, etc. The microorganisms finally convert the raw materials into PHA through fermentation. At present, the industry has found that more than 500 species of bacteria from more than 90 genera can synthesize PHA. Overall, there are three main PHA anabolic pathways.
In the first pathway, two molecules of acetyl CoA generated from the glycolysis pathway pass through β-ketothiolase and acetoacetyl CoA reductase in sequence, and finally synthesize PHB under the catalysis of PHA synthase; in the second pathway, fatty acids are activated After forming ester acyl-CoA, it enters the β-oxidation pathway, and the intermediate product S-3-hydroxyester acyl-CoA is converted into R-3-hydroxyester acyl-CoA that can be catalyzed and utilized by PHA synthase under the action of epimerase; No. 3 Pathway, the intermediate products of the de novo fatty acid synthesis pathway starting from acetyl CoA are involved in the synthesis of PHA.
In addition, the industry has also constructed some new PHA synthesis pathways through genetic engineering, such as starting from oxaloacetate through genetic engineering to provide 3-hydroxyvaleryl CoA for the synthesis of PHBV; and starting from succinyl CoA to P (3HB-co -4HB) is synthesized to provide 4-hydroxybutyryl CoA.
In the microbial synthesis process of PHA, the production cost is mainly concentrated on the consumption of fermentation substrate and the energy consumption of the sterilization process. The substrate raw materials account for about 50% of the cost, and sterilization accounts for about 30%. At the same time, , cost control is also a core challenge in the large-scale mass production of PHA.
In order to reduce the cost of PHA production, industry research mainly focuses on reducing the cost of fermentation substrates and the energy consumption cost of the sterilization process, such as improving strain yield, utilizing cheap substrates, and developing microorganisms for non-sterile fermentation.
At present, researchers have used genetic engineering and other technologies to modify microorganisms and have greatly improved the production and synthesis efficiency of PHA. For example, by knocking out or regulating the expression of key genes, the microorganisms can use substrate raw materials to synthesize PHA more efficiently.
In addition, rational utilization of cheap carbon source substrates, especially industrial and agricultural waste raw materials, can effectively reduce the production cost of PHA. For example, cellulose and lignin obtained through biorefining of straw can be used as carbon source substrates for PHA production; waste biomass resources in daily life (pea peels, potato peels, onion peels, etc.) can be converted into volatile materials after acidification Sexual fatty acids are used in the production of low-cost PHA.
Usually, traditional microbial fermentation production is carried out in a sterile environment, and the sterilization process (such as equipment sterilization, steam consumption for culture medium sterilization, etc.) results in high costs. In this regard, Professor Chen Guoqiang of Tsinghua University and his team have developed “Next Generation Industrial Biotechnology” (NGIB) based on pollution-resistant extremophiles. It uses strains that grow under extreme conditions, such as Halomonas, and does not require a sterilization process. Facility, energy consumption and material costs can be reduced, and continuous fermentation can be achieved.
Tests have shown that Halomonas can achieve contamination-free growth for 14 days under non-sterile conditions (60 g/L NaCl, pH=9). Without any genetic engineering, the cell dry weight (CDW) is 80 g/L, with a PHB mass fraction of 80%; in another experiment, adaptive evolution was used to enable Halomonas to utilize high acetate to produce 49.79 g/L in a 5 L non-sterile bioreactor. PHB.
“Next-generation industrial biotechnology” with extremophiles as the core can be developed into a low-cost production platform for a variety of PHAs, achieving openness and continuity of PHA production, saving energy consumption, simplifying the production process, and is expected to increase the market competition of PHAs and promote the commercialization process.
Although PHA is recognized as a green and environmentally friendly polymer material, it is not perfect. For example, its strong hydrophobicity, poor thermal stability, narrow processing window, and high production cost have restricted further development. In this regard, researchers have also conducted in-depth exploration in the modification of PHA. By introducing different functional groups or blending with other polymer materials, the mechanical properties and thermal properties of PHA can be enhanced and the application fields can be expanded. For example, by blending with other biodegradable polymer materials, such as polylactic acid (PLA), hyaluronic acid (HA), chitosan (CS), etc., its hydrophobicity, thermal stability, and crystallization can be effectively improved. Performance and other issues, composite materials with good mechanical properties and biodegradability can be obtained to meet the needs of more fields.

Plastic restriction orders may bring about tens of millions of tons of biodegradable alternatives
Last November, the European Parliament’s Environment Committee (ENVI) adopted proposed amendments to the Packaging and Packaging Waste Regulation (PPWR) aimed at promoting reuse and recycling and addressing the growing problem of plastic packaging waste. PPWR covers three main goals: preventing the generation of packaging waste, promoting high-quality recycling and increasing the use of recycled plastics in packaging, with the plan to make all packaging reusable or recyclable by 2030.
It is worth noting that in January 2021, the country was considered to have the most stringent “plastic restriction order” in history (the “Notice on Solidly Promoting Plastic Pollution Control” jointly issued by nine departments including the National Development and Reform Commission, the Ministry of Ecology and Environment) Officially implemented, disposable non-degradable plastic straws and packaging bags are strictly prohibited from being used in some specific places.
Industry insiders have pointed out that “the previous slow development of degradable bio-based plastics was mainly due to high production costs and insufficient implementation policies. In recent years, European countries have successively introduced mandatory plastic restriction policies, and domestic policies have become increasingly strict. The degradable plastics industry The trend has changed significantly and has entered an outbreak period. As the country plans to gradually expand restrictions on the production and use of disposable plastic products by 2025, this may bring about tens of millions of tons of degradable substitution space.”
Undoubtedly, with the successive promulgation of global plastic ban/restriction orders, the proposal of domestic “double carbon” goals, increasingly severe environmental pollution problems and people’s increasing concern for environmental protection and sustainable development, degradable bio-based products represented by PHA have The materials industry is embracing development opportunities.