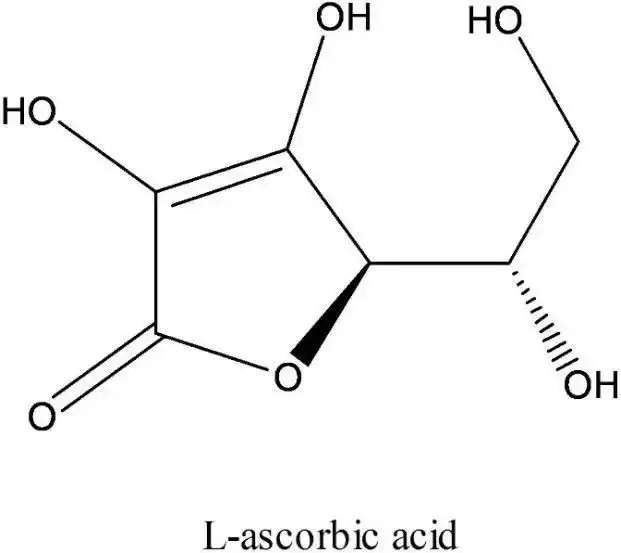
Vitamin C (Vc for short) is a six-carbon polyhydroxy compound with a structure similar to glucose. Its chemical name is 2,3,5,6-tetrahydroxy-2-hexene-4-lactone, and its molecular formula is C6H8O6. Molecular weight 176.12. There are two handed carbon atoms in the Vc molecule, so there are four optical isomers. The two adjacent enol hydroxyl groups at positions 2 and 3 in the Vc molecular structure are easily dissociated to release H+, which has acidic properties and is also called L-ascorbic acid. It is a white powder, odorless, sour in taste, with a melting point of 190-192°C. It is easily soluble in water and methanol, slightly soluble in ethanol, and insoluble in ether, chloroform and petroleum ether. It has strong reducing properties and is easily damaged by light, heat, oxygen, etc. It decomposes faster in alkali solution or in the presence of trace metal ions, but is more stable after drying and crystallization. VC is a water-soluble vitamin necessary for the human body and an antioxidant. It is widely used in medicine, food, feed and other fields.
How to get vitamins Extraction method
♦Concentrate and extract from vitamin-rich natural foods and medicinal plants. At present, only a few vitamins use extraction methods, such as vitamins A and E.
♦Biosynthesis method: Microbial fermentation method and microalgae biotransformation method are currently developing rapidly.
♦Chemical synthesis: the main method currently used to produce vitamins.
The industrial production technology of Vc has gone through three stages: concentration extraction method, chemical synthesis method and biological fermentation method. Nowadays, the industrial production of Vc all adopts the “two-step biological fermentation method” developed in my country in the 1970s. This method was jointly developed by the Institute of Microbiology, Chinese Academy of Sciences and Beijing Pharmaceutical Factory. Efficient strains were screened from more than 5,000 bacterial strains to achieve the conversion of L-sorbose into 2-keto-L-gulonic acid (using it as a substrate, The biological transformation of Vc) after esterification transformation replaces the original chemical transformation process, eliminating a large number of toxic and harmful reagents and greatly reducing production costs. It is currently the only method used in industrial production.
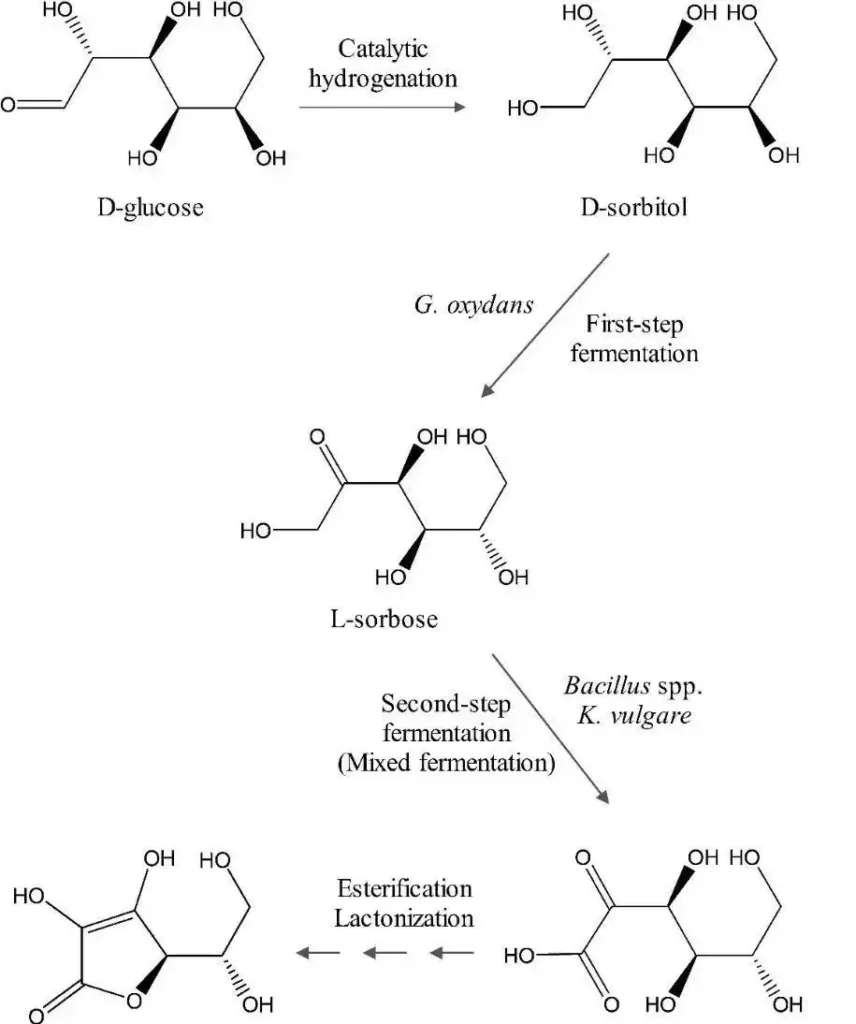
VC two-step fermentation process flow diagram
Problems to be solved in the industrial production of vitamin C
The outstanding feature of the Vc two-step biological fermentation method is that the second step of fermentation (bioconversion of L-sorbose to 2-keto-L-gulonic acid) is a mixed fermentation of two bacteria, one of which is acid-producing bacteria (common ketogenic coronobacter) has a complete invertase system, but it grows slowly when cultured alone, and the fermentation efficiency is extremely low. It needs to rely on the companionship of another bacteria (companion bacteria) to grow rapidly and produce acid. The associated bacteria cannot produce colognic acid alone, but they can provide guarantee for the growth and acid production of acid-producing bacteria and become dependent bacteria of acid-producing bacteria. Therefore, the second fermentation process of Vc is actually “companion-dependent mixed bacteria fermentation”.
In this mixed-bacteria fermentation process, the two bacteria compete fiercely in nutrition and space. However, in actual mixed-bacteria fermentation control, it is extremely difficult to balance the respective needs of the two bacteria. They often focus on one at the expense of the other, resulting in an unbalanced relationship between the mixed bacteria and a decrease in fermentation efficiency. Low or even fermentation failure has seriously affected the efficient and stable operation of production, and is a technical bottleneck that hinders the further improvement of Vc fermentation efficiency.

The impact of bacterial contamination on fermentation production
Hazards of Industrial Fermentation Contaminants The fermentation industry uses a specific microorganism to metabolize in a certain environment to obtain a certain product. Modern fermentation industry requires pure culture. Not only the slopes, seeds and culture media, fermentation tanks, pipes, etc. must be strictly sterilized to remove various bacteria, but the air introduced during aerobic fermentation also needs to be sterilized. Only in this way can we ensure that production is not contaminated by miscellaneous bacteria, thereby ensuring the vigorous growth of production bacteria. The results of bacterial contamination can range from affecting output or product quality to causing canning or even stopping production. The losses caused by contaminated bacteria in industrial fermentation are very alarming, so sterilization must be taken seriously.

Infection with miscellaneous bacteria during fermentation can cause the following consequences
◆Producing bacteria and miscellaneous bacteria grow in the culture medium at the same time, resulting in loss of production capacity;
◆During the continuous fermentation process, the growth rate of miscellaneous bacteria sometimes grows faster than the growth of the producing bacteria, resulting in the fermentation tank being dominated by miscellaneous bacteria;
◆Miscellaneous bacteria will contaminate the final product. For example, when producing single-cell protein, the cells separated from the fermentation broth are mixed with miscellaneous bacteria;
◆Substances produced by miscellaneous bacteria make it difficult to extract the target product;
◆Miscellaneous bacteria degrade the desired product;
◆If phages are contaminated during fermentation, lysis of the producing bacteria can occur.
